Накладки (табл. 15), в зависимости от конструкции пути, в которой они применяются, могут иметь четыре или шесть болтовых отверстий (черт. 46 — 51).
Таблица 15. Характеристики двухголовых накладок
| Показатель | Р65 по ГОСТ 8193-73 | Р50 по ГОСТ 19128-73 | Р43 по ГОСТ 19127-73 |
| Номер чертежа в альбоме | 46 | 48 | 50 |
| Масса 1 м полосы, кг | 30,42 | 23,59 | 20,92 |
| Масса одной накладки, кг: | |||
| с четырьмя отверстиями | 23,78 | 12,36 | 9,49 |
| с шестью отверстиями | 29,5 | 18,77 | 16,01 |
| Высота накладки, мм | 130 | 107 | 95,64 |
| Ширина накладки, мм | 45,5 | 46,0 | 40,0 |
| Толщина шейки, мм | 21,0 | 19,0 | 20,0 |
| Площадь поперечного сечения, см2 | 38,75 | 30,05 | 26,65 |
| Расстояние до центра тяжести, мм: | |||
| от верха накладки | 64,2 | 53,8 | 49,2 |
| от низа накладки | 63,3 | 50,7 | 45,3 |
| от внешней грани | 20,1 | 21,8 | 18,8 |
| Момент инерции, см4, относительно осей: | |||
| горизонтальной | 528 | 281 | 190 |
| вертикальной | 53,3 | 40,9 | 27,1 |
| Момент сопротивления, см3: | |||
| по верху накладки | 82,5 | 52,2 | 38,9 |
| по низу накладки | 83,8 | 55,4 | 42,1 |
| по внешней грани (наибольший) | 26,5 | 18,8 | 14,4 |
| Примерное количество накладок в одной тонне: | |||
| четырехдырных | 42 | 81 | 105 |
| шестидырных | 34 | 53 | 62 |
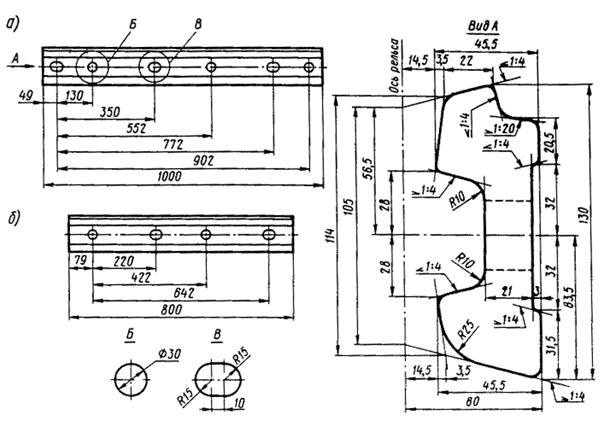
Черт. 46. Накладка двухголовая к рельсам типов Р75, Р65 по ГОСТ 8193-73:
а — шестидырная; б — четырехдырная
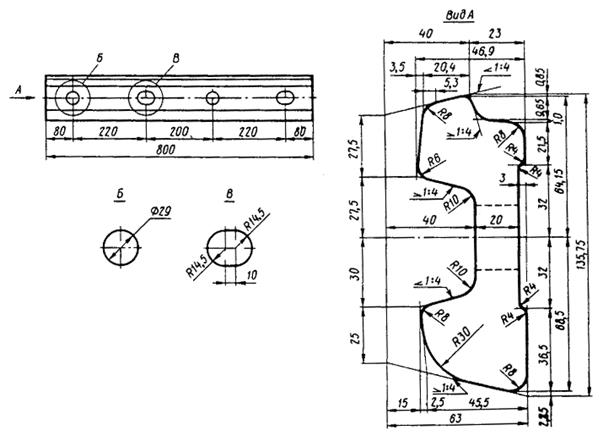
Черт. 47. Накладка двухголовая к рельсам типа Р75 по проекту 751/ЦП
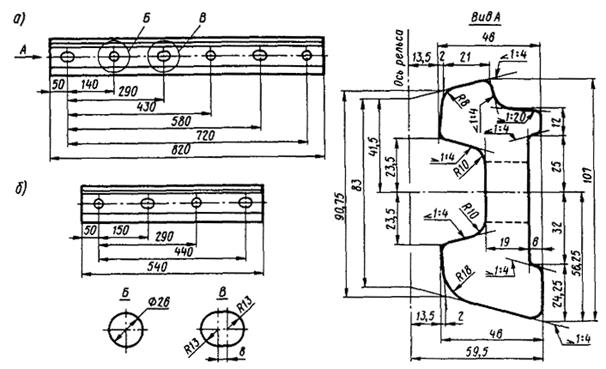
Черт. 48. Накладка двухголовая к рельсам типа Р50 по ГОСТ 19128-73:
а — шестидырная; б — четырехдырная
Черт. 49. Накладка двухголовая к рельсам типа Р50 (Применяется только с пружинным скреплением ЖБ)
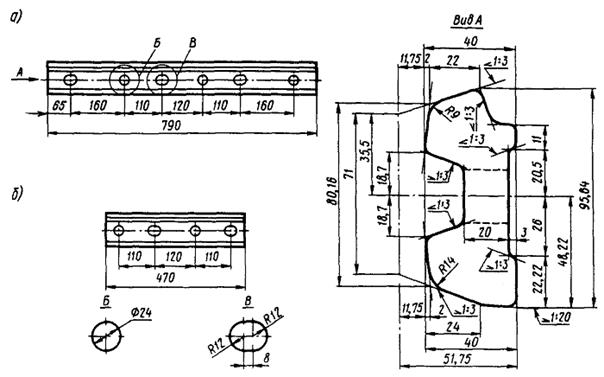
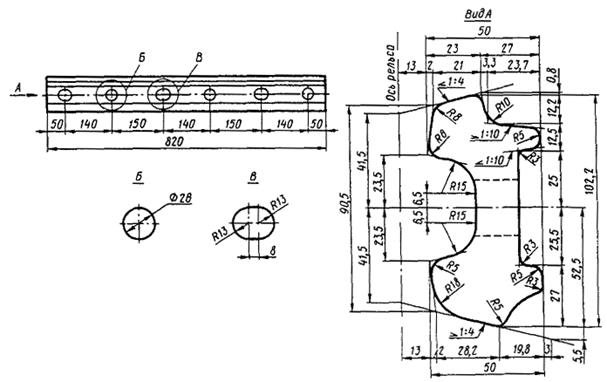
Черт. 50. Накладка двухголовая к рельсам типа Р43 по ГОСТ 19127-73:
а — шестидырная; б — четырехдырная
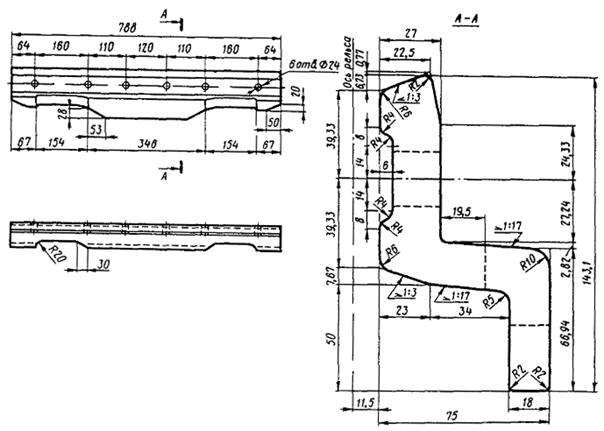
Черт. 51. Накладка фартучная к рельсам типа Р43, Р38 (II-а) и I-а
Основные требования к рельсовым двухголовым накладкам по ГОСТ 4133-73 (введен с 1 января 1975 г. взамен ГОСТ 4133-54)
- Накладки должны изготовляться из профильных полос, прокатанных из полностью раскисленной спокойной мартеновской стали марки М54. Химический состав стали, %, должен соответствовать указанному ниже:
- Углерод …………………………………………………. 0,45 — 0,62
- Марганец ……………………………………………… 0,50 — 0,85
- Кремний ……………………………………………….. 0,15 — 0,35
- Фосфор ………………………………………………….. до 0,04
- Сера ….……………………………………………………. до 0,05
- Мышьяк …………………………………………..……. до 0,08
- Резка профильных полос на мерные длины накладок может производиться как в горячем, так и в холодном состоянии.
Газопламенная и электродуговая резка не допускается.
- Отверстия для болтов в накладках должны быть прошиты в горячем состоянии перпендикулярно к поверхности шейки накладки.
- По требованию заказчика допускается изготовлять накладки без болтовых отверстий и без закалки их в масле.
Изготовление в накладках болтовых отверстий допускается производить методом холодной механической обработки.
- Заварка или заделка каких-либо дефектов на профильной полосе и на накладках не допускается.
- Накладки должны быть прямыми. Допускается равномерная кривизна по всей длине накладки, не превышающая значений, приведенных в табл.16.
- Допускается правка накладок в холодном состоянии. Усилия при правке должны прикладываться плавно, без ударов.
- Механические свойства готовых закаленных в масле накладок должны соответствовать указанным ниже:
- Временное сопротивление на разрыв, кгс/мм …………… ≥ 86,0
- Предел текучести, кгс/мм2 …………………………….……………… ≥ 54,0
- Относительное удлинение после разрыва, % …………….. ≥ 10,0
- Относительное сужение после разрыва, % ………………….. ≥ 30,0
- Твердость по Бринеллю, НВ ………………………………..…………. 235 — 388
- На каждой профильной полосе на наружной стороне шейки накладки через каждые 500 — 600 мм должны быть выкатаны выпуклые буквы и цифры в следующем порядке:
- А — (металлургический комбинат «Азовсталь») или К (Кузнецкий металлургический комбинат);
- месяц (римскими цифрами) и две последние цифры года изготовления накладки;
- обозначение типа накладки (тип рельса, для которого накладка предназначена).
- К четырем накладкам каждой принятой на заводе партии накладок (в партии должно быть не более 3000 шт. накладок) проволокой привязываются ярлыки, на которых указывается:
- наименование предприятия-изготовителя накладок;
- год и месяц изготовления накладок;
- тип накладок;
- сорт накладок и обозначение номера стандарта;
- количество накладок в партии в штуках и номер партии;
- приемочные клейма инспектора МПС и ОТК завода.
Таблица 16. Предельные значения кривизны накладок
| Значение кривизны, мм, для накладок длиной | Вид кривизны | |
| менее I м | I м и более | |
| 1 | 1,6 | Выпуклость в сторону головки рельса в вертикальной плоскости |
| 0,5 | 0,8 | Выпуклость в сторону подошвы рельса в вертикальной плоскости |
| 2 | 3 | Выпуклость в сторону шейки рельса в горизонтальной плоскости |
| 1,5 | 2,4 | Вогнутость в сторону шейки рельса в горизонтальной плоскости |
- У накладок второго сорта один торец замаркирован полосой не менее 20 мм несмываемой красной краской.
- Укладка накладок второго сорта на путях МПС не допускается. Накладки второго сорта могут использоваться на промышленных путях.
Основные требования к болтам и гайкам для рельсовых стыков по ГОСТ 11530-76 и ГОСТ 11532-76 (введены с 1 января 1977 г. взамен ГОСТ 11530-65, ГОСТ 11531-65 и ГОСТ 11532-65)
- Стандартом предусмотрено изготовление болтов грубой точности, нормальной и повышенной прочности.
- Болты нормальной прочности должны изготовляться класса прочности 8.8 по ГОСТ 11759.4-87 из стали марки 35 или 35Р микролегированной бором или из других марок стали этого класса прочности.
Болты повышенной прочности должны изготовляться класса прочности 10.9 по ГОСТ 11759.4-87 из стали марки 40Х или других марок стали этого класса прочности.
- Резьба по ГОСТ 24705-81 должна выполняться способом накатывания.
- Поле допуска 8g— по ГОСТ 16093-81, допускается поле допуска 8h.
- Допускается:
округление кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за предельные отклонения;
заусенец или облом размером до 1,5 мм, расположенный по периметру головки болта перпендикулярно его оси.
- На каждом болте должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя; на болтах повышенной прочности — дополнительно буква П.
- Болты должны быть укомплектованы гайками по ГОСТ 11532-76. Болты М22 допускается укомплектовать гайками по ГОСТ 16018-79.
Допускается упаковка в тару болтов совместно с гайками одного типоразмера.
По согласованию с потребителем допускается транспортирование болтов без упаковки с гайками, навинченными на них или упакованными в тару.
- Гайки изготовляются грубой и нормальной точности.
Для болтов нормальной прочности гайки должны изготовляться класса прочности 5, а для болтов повышенной прочности — класса прочности 8 по ГОСТ 1759.55-87.
- Резьба по ГОСТ 24705-81.
- Поле допуска 7H— по ГОСТ 116093-81, допускается поле допуска 7g.
- Фаски на конце резьбы гаек — по ГОСТ 19549-80.
- На одной из опорных поверхностей гаек повышенной прочности должна наноситься буква П.
- Гайки должны транспортироваться комплектно с болтами.
По требованию потребителя допускается гайки не комплектовать болтами и транспортировать их как отдельные изделия.
Основные требования к путевым пружинным одновитковым шайбам по ГОСТ 19115-91
- Шайбы пружинные путевые применяются при стыковании рельсов между собой и изготовляются трех типоразмеров: для болтов диаметром 27, 24 и 22 мм.
- Шайбы изготовляют из пружинной стали марки 65Г по ГОСТ 14959-79.
- Шайбы поставляются потребителю упакованными в тару.
Основные требования к тарельчатым пружинам для рельсовых стыков по ТУ 32 ЦП 749-86 (введены с 1 января 1987 г.)
- Пружины тарельчатые изготавливают наружным диаметром 70 мм, толщиной 5 мм и применяют в стыках рельсов типов Р65 и Р75.
- Пружины изготавливают из рессорно-пружинной стали марки 60С2А по ГОСТ 14959-79.
- На каждый болт под гайку устанавливаются две пружины.
- Отгрузка потребителю тарельчатых пружин осуществляется в контейнерах.