Тяговые хомуты, поступившие в ремонт, тщательно осматриваются и при обнаружении неисправностей и износов сверх допускаемых ремонтируются.
Тяговые хомуты с ушками для одного поддерживающего болта, имеющие трещины в любой части, не ремонтируются, а сдаются в металлолом.
Изношенные места, имеющие глубину износа не более 4 мм, а также трещины в рёбрах хвостовой части хомута глубиной не более 6 мм после полной вырубки, не выходящие на тяговые полосы и опорную часть, оставляются без исправления. Такие же трещины, но глубиной более 6 мм, после вырубки завариваются.
Также допускается заваривать сквозные и несквозные трещины в соединительных планках головной части тягового хомута.
Изношенные места тяговых полос наплавляются при условии, что в местах износа толщина последних не менее 20 мм и ширина не менее 95 мм.
Перемычка отверстия для клина наплавляется в местах износа, когда её толщина составляет не менее 45 мм. При толщине перемычки более 50 мм она считается исправной. Наплавленная перемычка обрабатывается так, чтобы толщина её была равна не менее 58 мм и не более 62 мм.
Боковые поверхности в головной и хвостовой частях хомута наплавляются независимо от глубины износа.
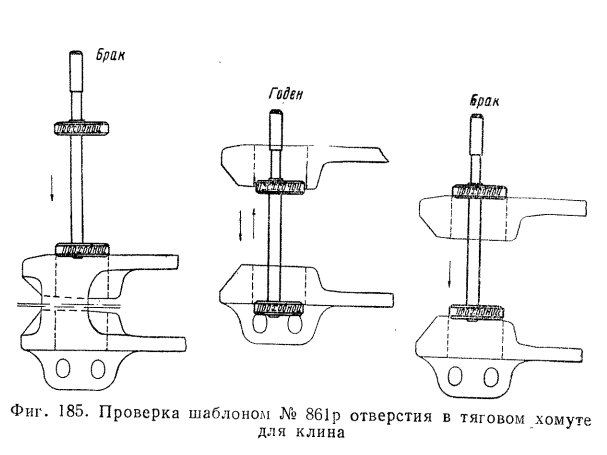
Заварку трещин в хомутах и наплавку изношенных мест допускается производить газовой сваркой или электродуговой, но толстообмазанными электродами марки Э-42 по ГОСТ 2523—51, После ремонта отверстие для клина тягового хомута проверяется проходным шаблоном №861р, как показано на фиг. 185. Оба сухаря шаблона должны проходить через верхнее и нижнее отверстия для клина.
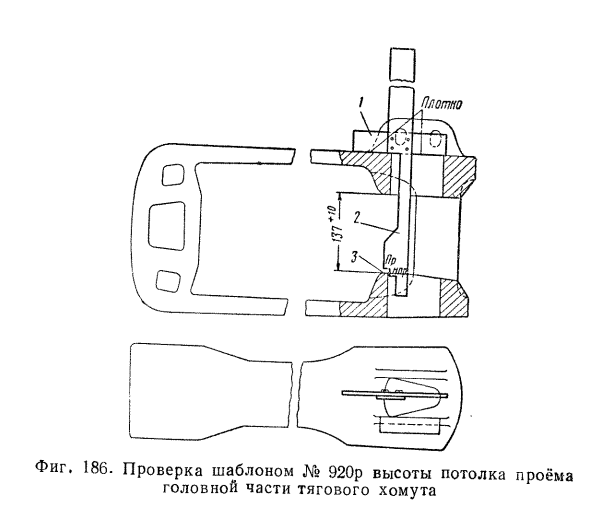
Высота потолка проёма в головной части хомута (для прохода хвостовика автосцепки) проверяется шаблоном № 920р, как показано на фиг. 186. При проверке планка 1 шаблона должна быть плотно прижата к нижней поверхности тяговой полосы. Проходная ступень полосы 2 шаблона должна проходить мимо проверяемой поверхности 3 потолка, а непроходная ступень не должна проходить.
Исправление изношенной поверхности потолка производится наплавкой или приваркой наделки, как показано на фиг. 187. Наделка приваривается в тех случаях, когда поверхность потолка нужно нарастить более чем на 5 мм для получения номинального расстояния 213 мм между потолком и нижней поверхностью тяговой полосы.
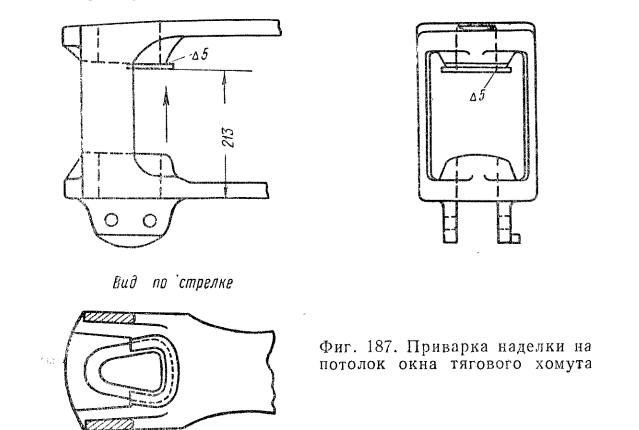
Для приварки наделка устанавливается и закрепляется струбцинкой на потолке так, чтобы её внутренние грани не перекрывали отверстия для клина, а располагались касательно к его кромкам.
Расстояние от передней кромки отверстия для клина до опорной поверхности задней части хомута должно быть не менее 773 мм И не более 780 мм, что проверяется шаблоном №920р, как показано на фиг. 188.
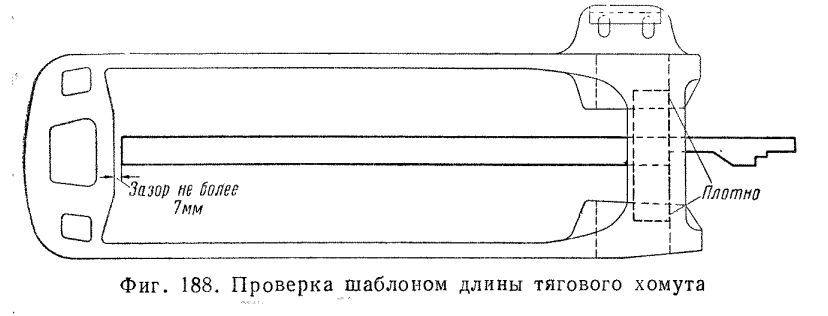
Эта проверка длины хомута производится после исправления изношенных мест у отверстия для клина.
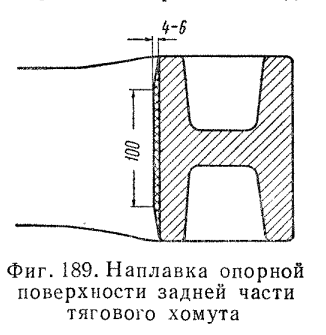
Если указанное расстояние при исправной перемычке превышает допустимую шаблоном величину, то опорная поверхность задней части хомута наплавляется, как показано на фиг. 189, и снова проверяется шаблоном.
Ушко тягового хомута должно иметь со стороны головки поддерживающего болта предохранительный козырёк. Хомут, имеющий ушко без предохранительного козырька, исправляется приваркой последнего.
Схема приварки козырька показана на фиг. 190.
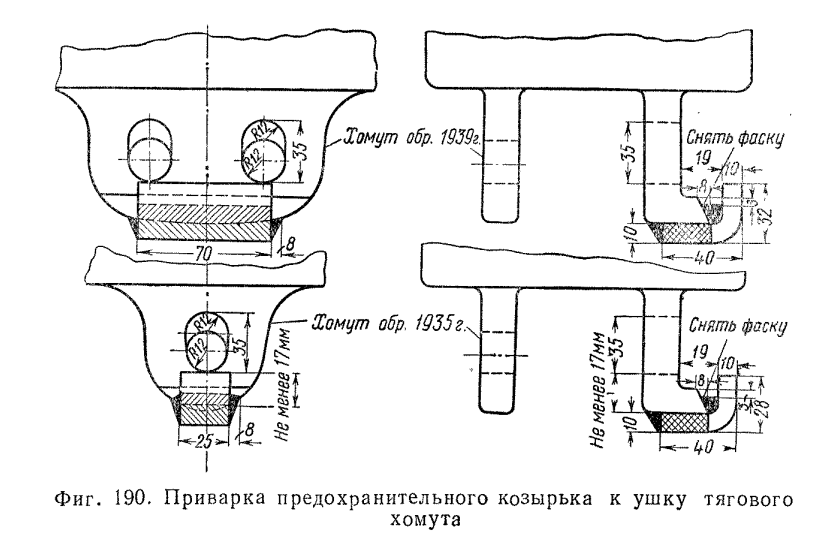
Для обеспечения надёжной приварки с торца прилива, имеющегося на ушке хомута, снимается фаска.
Отверстия в ушке, к которому приваривается предохранительный козырёк, должны быть разделаны газовой резкой с последующей обработкой до 35 мм по высоте.
Для установки предохранительного козырька 1 перед приваркой применяется ограничительный брусок 2 и нажимной угольник 3 (фиг. 191). После затяжки болтом 4 предохранительный козырёк приваривается снаружи ушка, затем болт, угольник и брусок снимаются и производится окончательная приварка козырька изнутри.

Болт, поддерживающий клин, изношенный более чем на 1 мм по диаметру, заменяется новым при капитальном ремонте вагонов и локомотивов. При всех остальных видах периодического ремонта заменяется болт, изношенный более чем на 2 мм по диаметру. Во всех случаях заменяются болты с длинной нарезкой, выходящей на рабочую часть болта, расположенную между ушками тягового хомута.
Ремонт наплавкой изношенных болтов, поддерживающих клин, не допускается .
Клин тягового хомута признаётся негодным, если он имеет трещину или изгиб более 3 мм.
Не разрешается ставить на подвижной состав клин, имеющий толщину менее 30 мм в наиболее изношенном месте. Ширина клина должна быть не менее 92 мм при капитальном ремонте подвижного состава и не менее 89 мм при остальных видах периодического ремонта.
Изношенный валик паровозной автосцепки восстанавливается наплавкой с последующей механической обработкой на станке до альбомных размеров.
Валик, имеющий трещину или износ по диаметру более 5 мм, не ремонтируется.